





所有平台仅提供服务对接功能,所载文章、数据仅供参考,股市有风险,投资需谨慎,用户需独立做出投资决策,风险自担!

时间:2022-07-28 10:01:31来源:网络整理
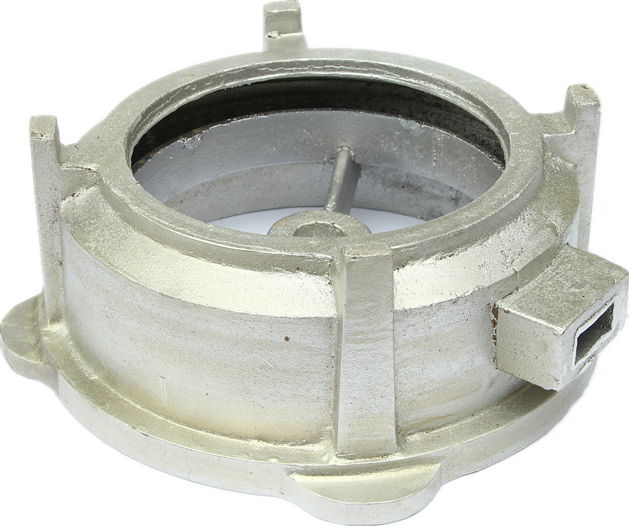
中南大学智能系统与智能软件研究所,现代铸造技术与进料原理讲义。冒口(冒口)是模具中用于储存熔融金属的空腔。它在铸件成型时补充金属,并防止缩孔、缩孔、排气和夹渣。影响。习惯上称冒口铸造的金属实体也叫冒口。 一、立管类型如下: 侧立管 开口立管 暗立管 立管形状包括圆柱形、球顶圆柱形、长(腰)圆柱形、球形和扁圆形。 二、万能冒口补缩原理(一)基本条件万能冒口适用于所有合金铸件,它遵循顺序凝固的基本条件:1.冒口的凝固时间大于或等于等于铸件(待补料的部分))凝固时间。 2 有足够的熔融金属补充铸件的液体收缩和凝固收缩,以补偿浇注后型腔的膨胀体积。 3 凝固时,冒口与进料部之间有进料通道,膨胀角朝向冒口。为实现顺序凝固,注意冒口位置的选择,冒口的有效送料距离是否足够,充分利用补冷铁的作用。 (二)冒口位置选择原则1冒口应位于铸件热接头的顶部或侧面。2冒口应尽可能位于铸件的最高和最厚处尽可能。

在下热段增加补贴或使用冷铁,将为投料创造有利条件。 3、冒口不应位于铸件的重要受力部位,以防止粗大组织降低强度。 4、冒口的位置不宜选在铸件应力集中的地方,要注意减少铸件的收缩阻碍,以免产生裂纹。 5 尽量用一个冒口同时喂入多个热接头或铸件。 6 冒口布置在加工面上,可节省铸件精加工时间,零件外观好。 7 对于不同高度的冒口,用冷铁将每个冒口的进料范围分开。 (三)确定冒口有效进料距离冒口有效进料距离是冒口作用区长度和端部区域长度之和,是确定冒口数量的依据,与铸件的组织结构、合金成分和凝固特性有关 与冷却条件和铸件质量要求等多种因素有关,称为冒口冒口 1 铸钢冒口冒口 2 冒口铸铁一般冒口距离 补给距离如图所示,高级灰口铸铁共晶度低,结晶温度范围宽,共晶转变前奥氏体析出阻碍补给铸造冷铁的作用,所以补给距离冒口小。球墨铸铁具有糊状凝固特性,使用一般冒口补料效果差。需要指出的是,它只是用湿模或壳模铸造厚球墨铸铁件时,必须使用传统冒口补料。这是由于模具刚性差,不能充分利用石墨化的共晶膨胀压力来克服缩孔。 3、有色合金的冒口距离锡青铜和磷青铜合金的凝固范围普遍较宽,呈现糊状凝固的特点,冒口的有效冒口距离短,易发生散缩;无锡青铜和黄铜一般凝固范围窄,冒口距离大。

请参阅铜合金冒口的包装距离数据。根据其他资料,黄铜冒口的送料距离为5-9T铸造冷铁的作用,(T铸件壁厚),铝青铜台面和锰青铜的送料距离为5-8T。 4 外冷铁的影响试验证明,将冷铁放在两个冒口之间,相当于在铸件中间增加一个冷端,使冷铁两端的温度梯度向两个冒口扩大,形成两个冷铁端区,显着增加了冒口的进料距离,如图所示。当冷铁放在板或棒的端部时,铸件端部区域的长度略有增加。采用多根外冷铁多边排列的方法,可以大大延长冷铁端部区域的长度。如图所示,由于采用了多边形外冷水机组,铸件只采用了一个冒口。外冷铁之间的距离为冷铁长度的0.5-1倍。图的下半部分显示了它的等温线分布。补料(补料)的应用 为实现顺序凝固和增强补缩效果,铸造工艺人员在冒口附近的铸件壁厚上添加的倾斜金属块称为补料(衬料和补料)。当冒口附近有热点或铸件尺寸超过冒口补料距离时,利用补料可向冒口制造补料通道,实现补料。补贴的应用可以消除铸件下部热接头处的缩孔,还可以延长补料距离,减少冒口的数量。取消金属补贴将增加铸件清理和加工的工时。为克服金属补贴的这一弊端,可以采用“取暖补贴”和采暖(采暖)块补贴,见图。中南大学智能系统与智能软件研究所4.4 铸钢冒口设计材料科学与工程学院铸钢冒口为通用冒口,其计算原理适用于所有实施的合金铸件顺序固化。
一般立管的计算方法很多。现在只介绍几种常用的立管计算方法。 一、模量法1 基本原理 在冒口供铸件的过程中,冒口内的金属逐渐减少,顶面形成缩孔以增加散热表面积,因此冒口的模量持续减少;由于热熔金属的补充,模量相对增加。经测试,立管模量的相对降低值约为原始模量。一般取安全系数。如果安全系数过大,会增大冒口尺寸,浪费金属,增加铸件热裂和偏析的倾向。对于碳钢和低合金钢铸件,冒口、冒口颈和铸件之间的模量关系应满足下列关系。其次,冒口必须能够提供足够的熔融金属,以补偿铸件和冒口在凝固完成前的收缩和因模壁运动而膨胀的体积,使缩孔不会突出到铸件。为满足这一条件,通常根据公式确定冒口的尺寸,并通过公式校核冒口的给料能力。另外,确保冒口与被喂料部分之间有喂料通道,膨胀角应向冒口敞开。这通常是通过补贴和冷铁来实现的。 2 铸件形状因素的影响 基于chvorinov公式的模量法忽略了铸件形状对凝固时间的影响,但实际上在其他条件(模量、合金、模具等)相同的情况下,球形零件的凝固时间最短,圆柱次之,扁片最长。这一结论已通过铸件凝固传热计算得到证实。铸件凸面凝固层的生长速度高于平凹面。说明铸件形状对其凝固和补缩有影响。

Q值量化铸件的形状,值的大小表示铸件形状的特点——形状越接近简单的实心球体,Q值越小;反之,铸件形状越接近大平板,q值越大。实心球体的q值最小,qmin=113。大平板价值非常大。生产中铸件的q值大多在113--5000范围内。在其他条件相同的情况下,数值越大,喂料机喂料效率越高。 3 设计步骤 1) 将铸件分成若干补料区,计算铸件模量Mc 2)计算冒口和颈部的模量。 3)确定冒口的形状和尺寸(尽量使用标准系列的冒口尺寸)。 4)检查顺序凝固情况,如进料距离是否足够,进料通道是否畅通。 5)检查冒口进料能力。 **材料成型与控制工程
声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。




图文推荐

2022-07-27 17:00:32
2022-07-27 12:01:40

2022-07-27 12:01:33

2022-07-27 11:02:05
2022-07-27 09:04:04

2022-07-26 18:02:52
热点排行
精彩文章
2022-07-28 10:01:31
2022-07-27 18:01:36

2022-07-27 18:00:55
2022-07-27 16:01:11
2022-07-26 17:02:33
2022-07-26 14:04:04
热门推荐
