






所有平台仅提供服务对接功能,所载文章、数据仅供参考,股市有风险,投资需谨慎,用户需独立做出投资决策,风险自担!

时间:6552-11-16 16:05:50来源:互联网
在我国“富煤、缺油、少气”的化石资源禀赋特点及下游石化产品消费持续旺盛的双重推动下,我国现代煤化工产业快速发展,已成为石油化工的重要补充。煤制烯烃作为现代煤化工领域重要组成部分之一,近年来技术推广及产业发展迅速,产品市场份额不断扩大,成为现代煤化工中经济效益最好、产能增长最快的分支领域。2019年,我国石油对外依存度已达72%,能源安全问题引起行业高度关注。在此背景下,持续推进煤制烯烃技术进步和产业高质量发展,对于节约宝贵的石油资源、满足石化产品消费增长需求、保障国家能源安全具有重要意义。
1、煤制烯烃技术发展现状
煤制烯烃是目前我国生产烯烃的重要工艺技术之一,其以煤为原料通过气化、变换、净化、合成等过程首先生产甲醇,再用甲醇生产烯烃(乙烯+丙烯),进而生产聚烯烃(聚乙烯、聚丙烯)等下游产品,其中煤制甲醇、烯烃聚合制聚烯烃均为传统的成熟技术,而甲醇制烯烃则是近年来开发成功的新技术,也是煤制烯烃的核心技术环节。
甲醇制烯烃的基本反应过程是甲醇首先脱水为二甲醚(DME),二甲醚再脱水生成低碳烯烃(乙烯、丙烯、丁烯),少量低碳烯烃以缩聚、环化、烷基化、氢转移等反应生成饱和烃、芳烃及高级烯烃等。
目前甲醇制烯烃主要有MTO技术和MTP技术两种。MTO技术是将甲醇转化为乙烯和丙烯混合物的工艺,除了生成乙烯、丙烯外,还有丁烯等副产物;MTP技术是将甲醇主要转化成丙烯的工艺,除了生成丙烯外,还有乙烯、液化石油气(LPG)、石脑油等产物。
在这两种技术中,具备煤炭资源的企业可采用煤为原料经过合成气生产甲醇,然后再用甲醇生产烯烃;不具备煤炭资源的企业(如沿海地区企业),可采用外购甲醇(如进口甲醇)直接生产烯烃。
几种典型甲醇制烯烃技术
目前代表性的甲醇制烯烃技术主要包括:由UOP(美国公司)和Hydro(挪威公司)共同开发的UOP/Hydro MTO工艺,德国Lurgi公司的MTP工艺,中国科学院大连化学物理研究所的DMTO工艺,中国石化上海石油化工研究院的SMTO工艺,神华集团SHMTO工艺,清华大学的循环流化床甲醇制丙烯(FMTP)工艺等。
(1)UOP/Hydro MTO工艺
该工艺以粗甲醇或产品级甲醇为原料生产聚合级乙烯/丙烯,反应采用流化床反应器,反应温度为400~500℃,压力为0.1~0.3MPa,乙烯+丙烯选择性可达80%,乙烯和丙烯的摩尔比可为0.75~1.50;其催化剂型号为MTO-100,主要成分是SAPO-34(硅、铝、磷)。
为提高产品气中乙烯和丙烯的收率,UOP公司开发了将甲醇制烯烃工艺与C4、C5烯烃催化裂解工艺(olefins cracking process,OCP)进行耦合的技术,其双烯(乙烯+丙烯)选择性可高达85%~90%,并可在较大范围内调节乙烯/丙烯比。
2008年,UOP与Total公司合作,在比利时费鲁建立了MTO和OCP工艺联用的甲醇制烯烃一体化示范工程项目,项目甲醇处理量为10t/d,验证了其一体化工艺流程和放大到百万吨级工业化规模的可靠性。具体工艺流程图见文献。
2011年,惠生(南京)清洁能源股份有限公司取得UOP公司授权,建设产能29.5万吨/年烯烃的甲醇制烯烃工业化装置,于2013年9月首次成功开车,并产出合格产品。
继之,UOP公司相继授权建设山东阳煤恒通化工股份有限公司(30万吨/年)、久泰能源公司(60万吨/年)和江苏斯尔邦石化有限公司(82万吨/年)、吉林康乃尔公司(60万吨/年)4个甲醇制烯烃项目,前两个项目分别于2015年6月和2019年1月建成投产,后两个项目正在建设之中。
2018年1月,UOP公司在江苏省张家港市的MTO催化剂生产厂建成投产,将进一步满足中国市场煤制烯烃装置对MTO催化剂的需求。
(2)Lurgi MTP工艺
德国鲁奇(Lurgi)公司从1996年开始研发MTP工艺,使用德国南方化学公司(Sudchemie)的沸石基改性ZSM-5催化剂,该催化剂具有较高的低碳烯烃选择性;2004年5月,其甲醇处理能力360kg/d的工业示范试验取得成功。该工艺由3台固定床反应器组成(2台运行、1台备用),每台反应器有6个催化剂床层,但实质上其反应器有两种形式可供选择,即固定床反应器(只生产丙烯)和流化床反应器(可联产乙烯/丙烯)。
通常生产过程中,Lurgi MTP工艺的目的产品是丙烯,首先甲醇脱水转化为二甲醚,然后二甲醚、甲醇和水进入第一台MTP反应器,反应在400~450℃、0.13~0.16MPa下进行,甲醇和二甲醚的转化率为98.99%以上,丙烯为主要产品,也副产部分乙烯、LPG和汽油产品;同时,设置第2台和第3台MTP反应器,以获得更高的丙烯收率(达到71%)。
2010年12月,采用鲁奇MTP技术的神华宁煤50万吨/年煤基聚丙烯项目打通全流程,并于2011年4月产出合格聚丙烯产品,首次实现MTP技术在我国推广应用。2011年9月,采用鲁奇MTP技术的我国大唐多伦46万吨/年煤基甲醇制丙烯项目建成投产,2012年3月首批优级聚丙烯产品成功下线。
2014年8月,采用鲁奇MTP技术的神华宁煤50万吨/年MTP二期项目打通全流程。神华宁煤在全球享有鲁奇MTP技术15%的专利许可权益,通过技术自主创新实现了MTP催化剂的国产化开发与工业应用,现已开发出MTP工艺第二代低成本高性能多级孔道ZSM-5分子筛催化剂。
(3)中国科学院大连化学物理研究所DMTO工艺
中国科学院大连化学物理研究所(简称大连化物所)在20世纪80年代开始进行MTO研究工作,90年代初在国际上首创“合成气经二甲醚制取低碳烯烃新工艺方法(简称SDTO法)”。该工艺由两段反应构成,第一段反应是合成气在以金属沸石双功能催化剂上高选择性地转化为二甲醚,第二段反应是二甲醚在SAPO-34分子筛催化剂上高选择性地转化为乙烯、丙烯等低碳烯烃,之后通过技术攻关简化为合成气经甲醇直接制取烯烃,采用SAPO-34分子筛催化剂,在密相床循环流化床反应器上实现甲醇到烯烃的催化转化,其催化剂牌号包括DO123系列(主产乙烯)和DO300系列(主产丙烯)。
2004年,大连化物所、陕西新兴煤化工科技发展有限公司和中国石化洛阳石化工程公司合作,进行了DMTO成套工业技术的开发,建成万吨级甲醇制烯烃工业试验装置,于2006年完成工业试验,甲醇转化率近100%,C= 2~C=4选择性达90%以上。
2010年8月,采用DMTO工艺的全球首套百万吨级工业化装置神华集团内蒙古包头煤制烯烃项目建成投运。该项目包括180万吨/年煤基甲醇装置、60万吨/年聚烯烃(聚乙烯、聚丙烯)联合石化装置,甲醇转化率达到99.9%以上,乙烯+丙烯选择性达到80%以上,产品符合聚合级烯烃产品规格要求。
在DMTO工艺基础上,大连化物所进一步开发了DMTO-Ⅱ工艺。
该工艺增加了C4以上重组分裂解单元,即将烯烃分离单元产出的C4及C4以上组分进入裂解反应器,裂解反应器采用流化床反应器,催化裂解单元使用催化剂与甲醇转化所用催化剂相同,在流化床反应器内,实现C4+组分的催化裂解,生成以乙烯、丙烯为主的混合烃产品。所得混合烃与甲醇转化产品气混合,进入分离系统进行分离。通过增加裂解单元,可将乙烯、丙烯收率由80%提高到85%左右,使1t轻质烯烃的甲醇单耗由3t降低到2.6~2.7t,双烯收率较DMTO工艺提高10%。
该工艺C4+转化反应和甲醇转化反应使用同一催化剂,甲醇转化和C4+转化系统均采用流化床工艺,实现了甲醇转化和C4+转化系统相互耦合。2014年12月,DMTO-Ⅱ工业示范装置在陕西蒲城清洁能源化工有限公司开车成功,生产出聚合级丙烯和乙烯。
此外,甘肃平凉华泓汇金煤化工有限公司也将在其70万吨/年烯烃项目中采用DMTO-Ⅱ技术。近年来,DMTO技术已在国内二十多套装置得到工业应用和技术许可,合计烯烃产能超过1000万吨/年。11月9日,第三代甲醇制烯烃(DMTO-Ⅲ)技术在北京通过了中国石油和化学工业联合会组织的科技成果鉴定。该技术大连化物所研发,具有完全自主知识产权。在DMTO-Ⅲ技术开发方面,大连化物所团队对甲醇制烯烃多尺度过程进行了深入研究,建立了从分子筛反应扩散到反应器内催化剂积碳分布的理论方法,发展了通过催化剂积碳调控烯烃选择性的技术路线。在此基础上,基于新一代甲醇制烯烃催化剂,开发了甲醇处理量大、副反应少、可灵活实现催化剂运行窗口优化的高效流化床反应器,完成了千吨级中试试验。
(4)中国石化SMTO工艺
中国石化上海石油化工研究院于2000年开始MTO技术研发。2007年,该院与中国石化工程建设公司合作开发出SMTO成套技术,并在北京燕山石化建成100t/d的SMTO工业试验装置。
该技术采用自主研发的SMTO-1催化剂,甲醇转化率大于99.5%,乙烯+丙烯的选择性大于81%,乙烯+丙烯+丁烯的选择性大于91%。2008年该院完成了甲醇年进料180万吨SMTO工艺包开发。2011年10月,采用SMTO工艺的中原石化甲醇制烯烃示范项目一次开车成功,装置规模为年加工甲醇60万吨,生产10万吨聚乙烯、10万吨聚丙烯。
2011年10月,中天合创煤制烯烃煤炭深加工示范项目打通全流程,产出合格聚乙烯、聚丙烯,该项目位于内蒙古鄂尔多斯,采用GE水煤浆气化技术及SMTO技术,主要包括360万吨/年甲醇、2×180万吨/年甲醇制烯烃、67万吨/年聚乙烯、70万吨/年聚丙烯,是目前世界最大的煤制烯烃项目。
2017年1月,位于安徽淮南的中安联合煤化一体化项目复工,该项目采用中国石化单喷嘴干粉煤气化炉(SE炉)及SMTO技术,分两期进行,一期工程建设170万吨/年煤制甲醇及转化烯烃和衍生产品。
此外,采用SMTO工艺的还有河南鹤壁60万吨/年、贵州织金60万吨/年煤制烯烃等项目。SMTO技术的工业化应用结果表明,其乙烯选择性为42.10%,丙烯选择性为37.93%,C2~C4选择性89.87%,甲醇转化率99.91%,甲醇单耗2.92t/t,生焦率1.74%。
(5)神华集团SHMTO工艺
2010年,世界首套大型工业化甲醇制烯烃装置(采用DMTO技术)在神华包头一次投料试车成功后,神华集团通过该示范装置的工业化运营过程中积累的丰富经验,进行了大量新工艺与技术的开发,包括MTO新型催化剂(SMC-1)的开发、MTO新工艺的开发,于2012年成功研发了新型甲醇制烯烃催化剂SMC-1,并将其用于包头MTO装置。
同年,神华集团申请了甲醇转化为低碳烯烃的装置及方法的专利,并完成了180万吨/年新型甲醇制烯烃(SHMTO)工艺包的开发。2012年9月,采用SHMTO工艺的神华新疆甘泉堡180万吨/年甲醇制68万吨/年烯烃项目投料试车成功,该装置工业化运行效果表明,其乙烯选择性为40.98%,丙烯选择性为39.38%,C2~C4选择性90.58%,甲醇转化率99.70%,生焦率2.15%。
(6)清华大学FMTP工艺
由清华大学、中国化学工程集团公司、淮化集团联合开发的流化床甲醇制丙烯工艺(简称FMTP工艺),2009年10月在安徽淮化集团完成工业试验,采用SAPO-18/34分子筛催化剂和流化床反应器,其甲醇进料量4250kg/h,甲醇转化率99.9%,产物中丙烯/乙烯比例1.18∶1,乙烯+丙烯选择性达到70.6%。
FMTP工艺总体而言是对MTP工艺的改进,可将丙烯/乙烯比例从1.2∶1调节到1∶0(全丙烯产出)。利用该技术生产以丙烯为主的烯烃产品,双烯(乙烯+丙烯)总收率可达88%,原料甲醇消耗为2.62t/t双烯。
采用FMTP技术,甘肃平凉华亭煤业集团正在建设我国第一套流化床甲醇制丙烯装置,该项目年消耗甲醇60万吨,年产聚丙烯16万吨,液化气1.9万吨,丙烷2.1万吨,汽油1.4万吨,燃料气0.8万吨,甲基叔丁基醚(MTBE)2.8万吨。预计2021年建成投产。
几种典型工艺主要技术指标对比分析
总体归纳分析,几种典型甲醇制烯烃工艺主要技术指标对比见表1。
从表1可以看出,除了Lurgi公司MTP工艺采用固定床反应器、ZSM-5分子筛催化剂外,其他几种技术均采用流化床反应器、SAPO-34催化剂。从技术指标看,大连化物所DMTO-II技术双烯收率最高(95%),DMTO技术次之(86%);甲醇消耗DMTO-II技术最低(2.67t/t),中国石化SMTO技术次之(2.82t/t);几种技术的甲醇转化率均超过99%。
综合比较工艺特点与技术指标,目前国内对甲醇制烯烃技术认可度最高的是DMTO技术,UOP技术在附加OCP装置才有一定优势,SMTO技术目前只针对中国石化集团下属公司,暂未对外技术转让,SHMTO技术公开数据较少,因此未来具备竞争优势的MTO技术应属国内工艺。
从上述几种典型工艺的实际应用情况看,目前我国煤制烯烃项目中所采用的工艺技术较为多样化,国内外技术均有涉及,但整体上以大连化物所DMTO技术应用推广最为广泛,据不完全统计,截止目前该技术已许可工业化装置25套,涉及烯烃产能1458万吨/年,其中投产14套,烯烃产能776万吨/年,市场占有率67.9%。
UOP/Hydro MTO工艺工业化许可8套,产能352万吨/年;已投产6套,产能289万吨/年。中国石化SMTO工艺工业化许可6套,产能337万吨/年;已投产3套,产能227万吨/年。加上神华SHMTO工艺在新疆甘泉堡180万吨/年甲醇制68万吨/年烯烃项目,目前国内煤(甲醇)制烯烃装置共24套,总产能1360万吨/年。
根据中国石油和化学工业联合会发布的《2020年重点石化产品产能预警报告》,2019年我国乙烯+丙烯总产能6963万吨/年(其中乙烯2902万吨/年、丙烯4061万吨/年),由此估算煤(甲醇)制烯烃产能已占到我国烯烃总产能的19.5%,其在我国烯烃生产中的地位日益凸显。
2、煤/甲醇制烯烃技术生产成本与经济性分析
1、装置规模、投资及生产成本分析
典型甲醇制烯烃装置规模为甲醇进料360万吨/年,聚烯烃(聚乙烯+聚丙烯)120万吨/年。例如中天合创360万吨/年煤制甲醇(包括2套180万吨/年)、137万吨/年甲醇制烯烃装置,其聚烯烃装置包括2套35万吨/年聚丙烯、1套30万吨/年全密度聚乙烯、25万吨/年管式法高压LDPE和12万吨/年釜式高压LDPE装置。
单条生产线规模为甲醇180万吨/年、聚烯烃(聚乙烯+聚丙烯)60万吨/年,例如神华包头煤制甲醇(180万吨/年)、60万吨/年甲醇制烯烃装置(包括1套30万吨/年聚乙烯、1套30万吨/年聚丙烯装置)。一般而言,煤制烯烃装置单条生产线投资约150亿元,如果加上乙烯、丙烯聚合单元,全部投资约210亿元。
煤制烯烃、外购甲醇制烯烃的产品成本构成分别如图1、图2所示。
从图1看出,在煤制烯烃成本构成中,原料煤费用仅占总成本的22%,但设备折旧与财务费用占比达到49%。从图2看出,在外购甲醇直接制烯烃成本构成中,设备折旧与财务费用仅占9%,但原料甲醇费用占比高达74%。
由此可见,影响煤制烯烃生产成本的主要因素是设备折旧与财务费用,煤价变化仅是影响生产成本的次要因素,这是由于煤制烯烃生产工艺流程长、一次性投资高,因此其设备折旧费高;而甲醇直接制烯烃由于工艺流程短,一次性投资少,因此生产成本主要取决于原料甲醇价格变化,其设备折旧费在总成本中占比较小。
2、煤/甲醇制烯烃技术经济性分析
(1)煤制烯烃经济性
煤制烯烃工艺生产1t烯烃耗煤量约7t、新鲜水耗约22t。以鄂尔多斯原料煤(5500cal坑口煤,单价300元/吨)测算,典型煤制烯烃装置烯烃生产成本6300~6800元/吨(含税),其中原料煤、燃料煤、水耗、催化剂消耗等可变成本占总成本的40%左右,财务费用及设备折旧等占45%~50%,人工费、管理费及运费等占10%~15%。
在当前聚烯烃产品市场价格(2020年1月上旬华东市场聚乙烯现货均价约8200元/吨、聚丙烯均价约9500元/吨)条件下,煤制烯烃有较好的盈利水平。由于烯烃价格随原油价格波动,油价越高,烯烃价格越高。
经本文作者测算,煤制烯烃在油价30美元/桶下有现金流,40美元/桶能够实现盈利,在油价50美元/桶时能够实现较好盈利;在65~75美元/桶油价下,煤制烯烃成本与石脑油制烯烃成本相当,具有较好盈利水平;当油价在85美元/桶以上时,煤制烯烃税后利润可达1865元/吨,可满足新建装置内部收益率大于12%的要求,盈利能力强。
值得指出的是,2014年下半年国际原油价格出现断崖式下跌,此后两三年的低油价曾使包括煤制烯烃在内的煤化工企业承受巨大压力。近两年来,国际油价企稳回升,基本上在50~65美元/桶中位震荡,因此煤制烯烃普遍实现较好盈利。
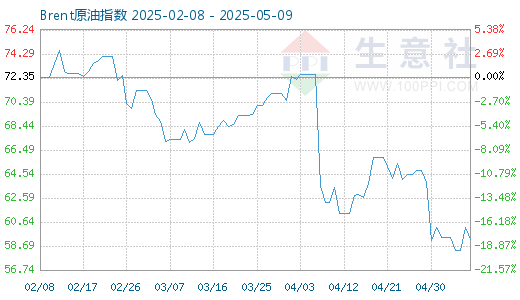
然而,2020年3月6日,由于OPEC+减产联盟谈判破裂,叠加1月下旬爆发的新型冠状肺炎疫情影响,国际原油价格再次出现断崖式下跌,4月20日WTI原油期货价格收于-37.63美元/桶,出现历史上首次负油价;进入5月后,OPEC+减产协议生效,油价开始逐渐回升,至6月上旬在40美元/桶水平低位运行。
预计随着2020年年底全球新冠疫情的形势逐渐好转,国际原油价格回升至50美元/桶左右属于大概率,在此情景下煤制烯烃仍将重回盈利时期。
(2)甲醇制烯烃经济性
外购甲醇制烯烃工艺烯烃消耗甲醇约2.7t/t,水耗约3t/t。在外购甲醇制烯烃成本构成中,甲醇原料成本占比在70%以上,其成本变化与原油价格变化有较大关联。油价上升,外购甲醇制烯烃成本增加、利润缩减。
经本文作者测算,在低原油价格(30美元/桶)条件下,典型外购甲醇制烯烃装置烯烃生产成本与煤制烯烃成本(约6000元/吨)相当,但高于石脑油制烯烃成本(约4500元/吨);在50美元/桶油价下,外购甲醇制烯烃成本约7500元/吨,高于煤制烯烃成本(约7000元/吨)及石脑油制烯烃成本(约6000元/吨);油价上涨到70美元/桶时,外购甲醇制烯烃成本上升到8500元/吨,而此油价下煤制烯烃与石脑油制烯烃成本相当(约7000元/吨);油价上涨到100美元/桶时,外购甲醇制烯烃成本上升到约9500元/吨,与石脑油制烯烃成本相当,已经高于煤制烯烃成本(7500元/吨)约26%。可见外购甲醇制烯烃能否盈利,其关键取决于稳定、低价的甲醇来源。
3、煤制烯烃技术发展趋势分析
经过多年快速发展,目前煤制烯烃技术已全面实现工业化应用,但技术水平仍有进一步提升的空间,未来煤制烯烃技术发展趋势主要包括以下几个方面。
(1)提升全流程技术自主化水平,尽快摆脱国外技术制约
根据工业与信息化部2015年8月公布的《煤制烯烃行业规范条件》,新建和改扩建的煤制烯烃项目鼓励采用具有我国自有知识产权、先进可靠的洁净煤气化、空分、净化、硫回收、甲醇合成、甲醇制烯烃、烯烃分离等系列工艺技术。
其关键技术指标应符合下列要求:气化工艺应采用加压气流床气化技术,碳转化率不小于98%,冷煤气效率不小于70%;空分单套装置制氧能力不小于6×104m3/h;净化工艺中“CO+H2”损失率不大于0.5%;硫回收工艺中硫回收率不小于99.5%;甲醇合成工艺中1t甲醇消耗新鲜气量不大于2250m3;甲醇制烯烃(MTO)工艺1t烯烃消耗甲醇不大于3.06t,甲醇制丙烯(MTP)工艺1t丙烯消耗甲醇不大于3.5t;烯烃分离工艺烯烃回收率不小于99.5%。
从目前煤制烯烃全生产流程所采用的技术来看,甲醇制烯烃环节都是采用国产化DMTO技术,而煤气化技术部分采用国内多喷嘴水煤浆气化技术、加压粉煤气化技术等,部分采用美国GE公司水煤浆气化技术,粗煤气净化技术采用德国林德公司低温甲醇洗,甲醇合成工段采用英国戴维公司技术,烯烃分离采用美国ABB鲁姆斯和Univation公司技术,HDPE采用英力士淤浆环管技术,LLDPE采用美国Univation气相流化床聚合工艺,聚丙烯采用美国陶氏公司技术或英力士气相法聚合工艺。
由此可见,我国煤制烯烃全流程技术自主化程度并不高,技术成套性及其关键设备仍然是制约瓶颈,需要加大成套技术研发与应用步伐。
(2)开发新型催化剂,进一步提升甲醇制烯烃技术水平
近几年国内浙江石化、恒力石化、盛虹石化以及中国石油、中国石化的多个大型炼化一体化项目陆续投产,未来3~5年新的大型炼化一体化项目产能也将陆续释放。
根据中国石油化学与工业联合会发布的《2020重点化工产品产能预警报告》统计,2019年乙烯将新增产能352万吨/年,总产能将达到2902万吨/年,预计2025年我国乙烯总产能将超过5000万吨/年;2019年丙烯新增产能约441万吨/年,合计产能将突破4061万吨/年,预计2025年丙烯总产能将达到5600万吨/年;如果已公布的在建和拟建丙烷脱氢45个项目如期建成,丙烯总产能将超过6200万吨/年。
在国内烯烃总产能快速增长的背景下,煤制烯烃企业的产品营销和经济效益无疑面临严峻挑战。甲醇制烯烃作为煤制烯烃核心技术,仍有进一步改进提高的空间,未来主要是研发新一代MTO催化剂,降低催化剂生焦速率,提高丙烯、乙烯收率,并且可灵活调整丙烯和乙烯比例,增强抗风险能力。
针对MTP技术能耗高、丙烯收率低等突出问题,研发新型MTP催化剂,降低吨烯烃甲醇单耗,同时优化技术工艺路线降低能耗,对C4、C5等副产物进行深加工利用,提高经济效益。
(3)科学布局项目产品结构,提升产品差异化、高端化水平
我国煤制烯烃产业发展虽然很快,但产品结构单一、同质化现象严重,市场竞争激烈;同时随着我国2015年严苛的环保法规出台,多处规划的煤制烯烃项目面临环评被拒的局面。未来煤制烯烃项目需要更多理性分析、完善规划以及差异化产品。
目前我国的乙烯、丙烯产能依然有较大缺口,当前重点仍然是加大科技研发投入,在完善相关工艺技术的同时,实现产品的差异化、高端化水平。
在国际原油价格中位运行(50美元/桶左右)前提下,煤制烯烃具有经济性,加之聚烯烃消费市场需求强劲,煤制烯烃的发展潜力不可低估,今后的发展方向主要是加强新产品技术研发,努力开发高端化、差异化、功能化产品,提高产品附加值,例如开发茂金属聚烯烃弹性体、超高分子量聚乙烯、双峰聚烯烃等高端聚烯烃产品,提高管材、医用料、车用料、电子电力用薄膜、燃气管道等高端专用料的生产比例,提升产品的附加值。
除生产聚烯烃外,还应生产环氧乙烷/环氧丙烷、丁辛醇、丙烯酸及酯、丙烯腈,同时利用好副产物C4、C5、LPG等;除此之外,运用智能化、信息化手段提升经营管理水平,减少运维环节中的资源浪费,降低生产成本。
(4)生产技术向环境友好型转变,实现污染物零排放
从煤化工面临的煤/水资源供给及清洁生产现状分析,煤制烯烃面临水资源供给、清洁生产及碳排放等多方面的压力。
首先,煤制烯烃装置必须建在煤炭资源富集区(生产1t烯烃需要约8t煤),以降低煤的运输成本;同时装置所在地必须具备丰富的水资源(煤制烯烃技术1t烯烃耗水量约20t),这与我国煤、水资源“逆向分布”状况相矛盾。
其次,煤制烯烃的CO2排放数量大,煤中75%的碳要转化为CO2排放掉,一套60万吨/年煤制烯烃装置年排放CO2约600万吨。目前我国已经开始启动碳交易,将逐步对高碳排放企业征收碳税,煤化工作为碳税征收主要对象之一,无疑将面临碳排放压力。
第三,煤制烯烃“三废”排放量大,废水主要是有机废水和含盐废水,废渣主要是粉煤灰、煤矸石、锅炉灰渣、汽化炉渣、脱硫石膏等,废气中主要有害物质是SO2、H2S、NOx、烟尘、烃类及其他有机物等。
随着我国对环境保护的高度重视和日趋严格的环保政策,煤制烯烃清洁生产也面临巨大压力。从目前发展现状和趋势看,煤制烯烃将更加重视采用先进节水技术和废水、废气及废渣处理回用技术,进一步减少水耗,实现污染物“零排放”,同时积极开发利用碳捕获、储存及利用(CCUS)技术,减少碳排放,在实现清洁生产的同时,降低烯烃生产成本。
目前我国在建或已建的CCUS项目有12个,包括一些大型煤炭和电力企业开始尝试CCUS技术研发和示范工程,如中国石化胜利油田燃煤电厂100万吨/年的CCUS项目、神华集团鄂尔多斯10万吨/年CCS等示范项目等。
值得一提的是,目前我国建成运行的绝大多数现代煤化工项目,其废水、废渣处理与回用技术水平已经取得显著进步,能够实现近“零排放”,今后需要持续加强技术创新,加强CO2利用技术开发,降低装置运行成本,提高煤制烯烃项目的经济性。
(5)煤经合成气直接制烯烃技术优势明显,需要持续加大研发力度
我国现已投产的煤制烯烃项目,均是先将合成气转化为甲醇,再通过MTO或MTP技术采用甲醇制烯烃,该技术路线成熟并得到大规模工业化应用,但与煤基合成气直接制烯烃技术相比,也存在技术复杂、工艺流程长、转化效率较低的不足。
2019年9月,大连化物所与陕西延长石油(集团)合作完成煤经合成气直接制低碳烯烃技术的工业中试试验,该技术路线摒弃了传统的高水耗和高能耗的水煤气变换制氢过程以及中间产物(如甲醇和二甲醚等)转化工艺,从原理上开创了一条低耗水(反应中没有水循环,不排放废水)进行煤经合成气一步转化的新途径。
该新工艺流程短,水耗和能耗低,技术优势明显,如果下一步工业试验取得成功,可望成为现有煤制烯烃技术的新一代替代工艺,有必要持续加大研发力度,以期早日实现工业化应用。
4、结语
面对我国油气对外依存度逐年上升的能源安全问题以及不断增长的国内石化产品消费需求,发展煤制烯烃是对石油烯烃的重要补充。
经过我国煤化工科研工作者与煤化工行业的共同努力,煤制烯烃技术总体上已经成熟,我国已经成为全球煤制烯烃、甲醇制烯烃技术的引领者,煤制烯烃技术在我国得到大规模工业推广已是不争的事实,也是目前盈利能力最好、发展潜力最大的现代煤化工领域。
但煤制烯烃技术仍有进一步提升改进的空间,尤其是需要加快技术创新,早日拥有具有自主知识产权的煤制烯烃全流程一体化成套技术,同时做好下游产品布局与新产品开发,持续降低装置能耗、水耗、煤耗及CO2排放量,做好“三废”处理与回收利用,加快CO2储存及利用技术研发,持续推动煤制烯烃清洁化、高质量发展。
值得石化行业关注的是,近年来我国煤制烯烃产能快速增长,对石油烯烃市场的冲击正在不断加大,未来石油烯烃与煤制烯烃的竞争将不断加剧,为此,需要立足行业特点,发挥石油化工与煤化工行业自身优势,加快技术创新与产品结构调整,努力实现产品结构差异化、高端化,促进石油化工与煤化工优势互补,推动我国化工行业高质量发展。
声明:文章仅代表原作者观点,不代表本站立场;如有侵权、违规,可直接反馈本站,我们将会作修改或删除处理。




图文推荐

2020-11-16 11:39:06
2020-11-16 08:02:02
2020-11-15 08:02:03
2020-11-14 10:02:02
2020-11-14 08:02:03

2020-11-13 12:02:03
热点排行
精彩文章
2020-11-16 08:02:17
2020-11-15 08:02:17
2020-11-14 10:02:15
2020-11-13 10:02:29
2020-11-12 10:02:19

2020-11-12 10:02:17
热门推荐
